|
|
|
|
January 17, 2020
テーマ:真空管アンプを作ろう!(897)
カテゴリ:真空管プリアンプ
パネルマウントタイプのロータリースイッチやボリュームの軸近くにある、
回転防止用の突起。 下の写真だと、赤丸の部分がそれ。 私が子供の頃は、邪魔だと思ってニッパーで根元からブチッと(^^ゞ しかし、本格的にアンプを組むようになり製品化となると、 正当処理をします。 特に回転トルクが必要なロータリースイッチでは、 パネルにこの爪が収まる穴をあけないと後々トラブルになりますから。 先ずはシャーシにボリュームを取り付けたら爪がどれ位出るか、 ノギスで測定します。 出っ張る量が2.0mmだとすると、拙が使うフロントパネルの板厚は 2.0mmだから、1.2mmほど余分な部分を取り除きます。 残る0.8mmは、フロントパネル内側に格納される訳ですね。 鑢で削っても構わないのですが、 ボール盤やフライス盤を所有しているのでミリングすることに。 再び下の写真、左が加工前で右が加工後。 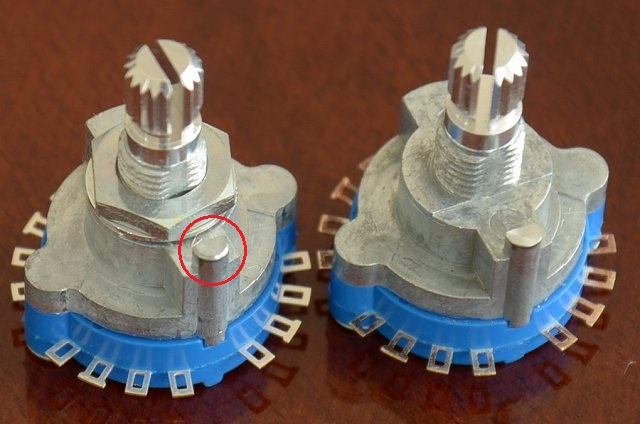 下は、卓上ボール盤での切削の様子。 クランプの力が強いと部品が変形するので、程ほどに。 あとは手で軽く押さえます。  以前は6.0mmのエンドミルで切削加工してましたが、 回転数の上げられる3.5mmのエンドミルを新規購入。 切削に要する時間が短縮されるのでね。 切削工具はOSGや不二越、日立工機を使ってきているのですが、 今回の3.5mmは使用したことのない三菱製にしてみました。 当たり前ですが、柔らかいアルミを削るので大差は生じないでしょうね。 3.5mmのエンドミルでは。 切削する相手が電子部品なので、ここはドライで作業。 最後にフロントパネルの止まり穴(座ぐり)加工。 エンドミルは、同じものを卓上ボール盤に装着したまま切削します。 工具の交換作業って、けっこう時間ロスになるんですよね。 爪が0.8mm露出するので、パネル裏側に1.0mmの座ぐり加工を施します。 ここでは切削用の潤滑剤を塗布。  加工・洗浄後のパネル裏側。 なかなかの出来じゃない?? 当方で出品してますアンプは、全てこういった細かい加工を施しています。 たとえツマミ装着状態で穴が隠れようと、貫通穴にはしません。 パネルは余計なものは出さず、シンプルがモットーです。  三菱K ハイカットエンドミル3.5mm 2SSD0350 ( 2SSD0350 ) お気に入りの記事を「いいね!」で応援しよう
Last updated
January 20, 2020 03:20:25 PM
コメント(0) | コメントを書く
[真空管プリアンプ] カテゴリの最新記事
|



 高橋 章久@
高橋 章久@






