|
|
|
|
2024年09月26日
カテゴリ:カテゴリ未分類
Orca Slicer に浮気しておるw
従来ElegooCuraをメインで使っていたが ElegooのダウンロードサイトにOrcaslicerもあったのでダウンロードして使ってみた が プリセットされていた設定がクソで使わずにいたのだが サポートやインフィルの作りがCuraより 上手に生成してくれる 特に内部でブリッジするような所が CuraはイマイチだったがOrcaの方が上手かなと思う 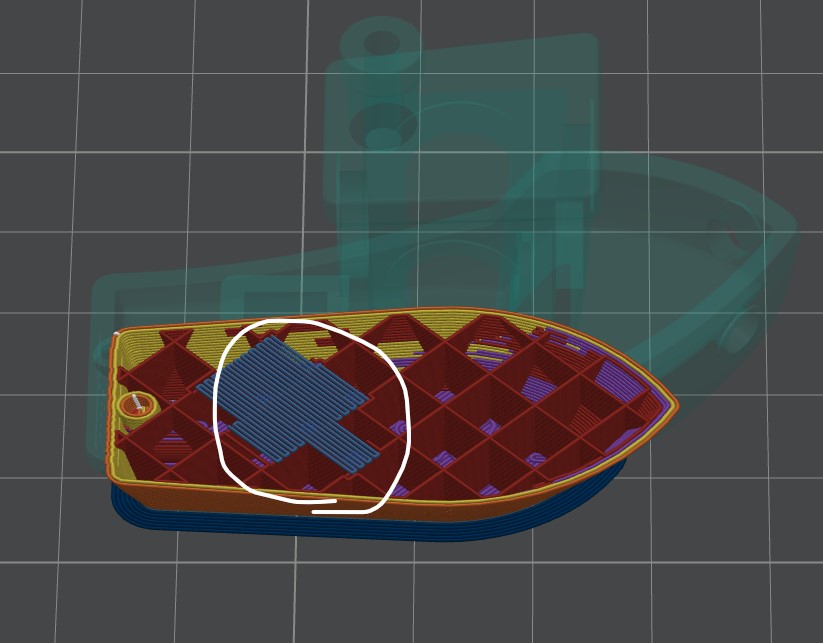 Orca Orca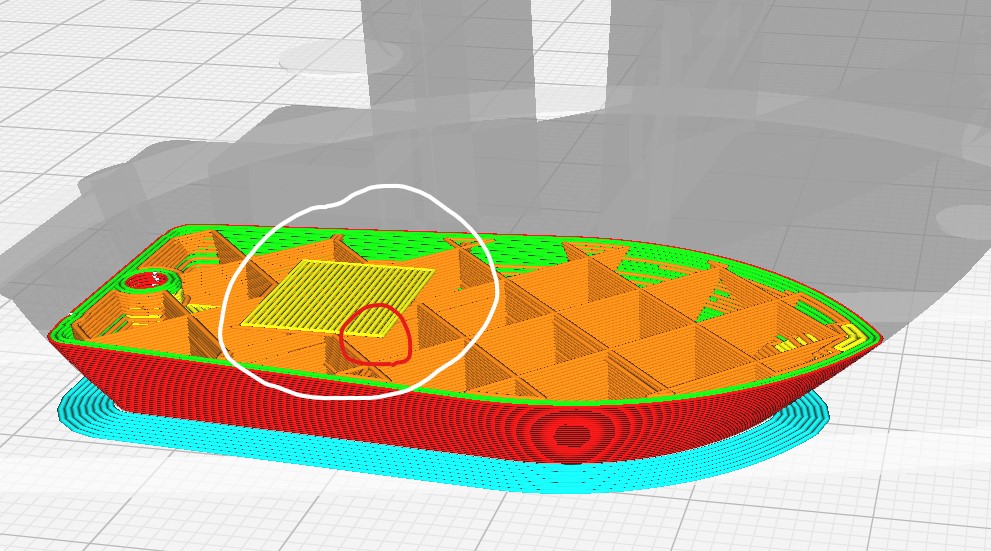 Cura CuraCuraもそれなりに出してくるが この赤丸の角? いや、もう宙に浮いてますやん てなことで細かいところがイマイチかなぁ…などと思いまして Orcaへ移行しようかと思う次第で んで デフォルトのパラメータ設定を相当いじったので 覚え書きしておこうと思う 積層ピッチやインフィルの充填率は適宜変更する 0.2mm Standead @Elegoo Neptune3Pro 品質 変更前 変更後 Walls and surfaces 最大迂回距離 0 1 壁上の移動を迂回 FALSE TRUE(モノにより変更) 精度 分解能 0.012 0.05(そんなに細かい分解能は不要) 継ぎ目 Role base wipe speed TRUE FALSE 強度 壁面 壁面層数 3 2 (モノにより変更) 速度 (ここら辺の速度もモノにより変更) 加速度 通常造形 200 500 1層目 20 30 内壁 200 500 移動 200 300 1層目の移動速度 1層目インフィル 20 60 1層目 20 60 他の層の速度 内壁 40 60 内部ソリッドインフィル 40 60 外壁 25 60 スパースインフィル 50 80 移動速度 移動 150 300 その他 ブリム ブリムタイプ 自動 Outer brim only ブリム幅 0 3 スカート スカートのループ数 1 0 Elegoo Generic PETG フィラメント 造形温度 ノズル温度 240 220 1層目のノズル温度 240 220 冷却 パーツ冷却ファン 冷却の為減速 TRUE FALSE (これ切っておかないと印刷速度がかなり遅くなる) プリンタ設定 (ElegooCuraに合わせて変更 異常に遅い設定になっているがなんで?) 移動能力 高度な設定 Emit limits G-code TRUE FALSE 加速制限 最大加速度x 500 3000 最大加速度y 500 3000 最大加速度z 100 3000 振動特性 最大振動x 8 9 最大振動y 8 9 速度制限 最大速度x 500 3000 最大速度y 500 3000 最大速度z 10 3000 押し出し機 リトラクション リトラクション長さ 2.5 2 移動距離 1 2 リトラクション速度 25 40 リトラクション時に拭き上げ TRUE FALSE リトラクト時にZ方向調整 0.4 0 (zホップは不要) プリンタG-code 終了G-Code {if max_layer_z < printable_height}G1 Z{z_offset+min(max_layer_z+2, printable_height)} F600 ; Move print head up{endif} G1 X5 Y{print_bed_max[1]*0.8} F{travel_speed*60} ; present print {if max_layer_z < printable_height-10}G1 Z{z_offset+min(max_layer_z+70, printable_height-10)} F600 ; Move print head further up{endif} {if max_layer_z < printable_height*0.6}G1 Z{printable_height*0.6} F600 ; Move print head further up{endif} M140 S0 ; turn off heatbed M104 S0 ; turn off temperature M107 ; turn off fan M84 X Y E ; disable motors 終了G-Codeはプリント終了時にZ軸が上昇して終わるのでそれをやめる 何のために上昇させて止まるんだろう… ”{”の行を;でコメントアウトとする ↓ ;{if max_layer_z < printable_height}G1 Z{z_offset+min(max_layer_z+2, printable_height)} F600 ; Move print head up{endif} G1 X5 Y{print_bed_max[1]*0.8} F{travel_speed*60} ; present print ;{if max_layer_z < printable_height-10}G1 Z{z_offset+min(max_layer_z+70, printable_height-10)} F600 ; Move print head further up{endif} ;{if max_layer_z < printable_height*0.6}G1 Z{printable_height*0.6} F600 ; Move print head further up{endif} M140 S0 ; turn off heatbed M104 S0 ; turn off temperature M107 ; turn off fan M84 X Y E ; disable motors スタートG-Code M413 S0 ; disable Power Loss Recovery G90 ; use absolute coordinates M83 ; extruder relative mode M104 S120 ; set temporary nozzle temp to prevent oozing during homing and auto bed leveling M140 S[bed_temperature_initial_layer_single] ; set final bed temp G4 S10 ; allow partial nozzle warmup G28 ; home all axis ;G29 ; run abl mesh M420 S1 ; load mesh G1 Z50 F240 G1 X2 Y10 F3000 M104 S[nozzle_temperature_initial_layer] ; set final nozzle temp M190 S[bed_temperature_initial_layer_single] ; wait for bed temp to stabilize M109 S[nozzle_temperature_initial_layer] ; wait for nozzle temp to stabilize G1 Z0.28 F240 G92 E0 G1 Y140 E10 F1500 ; prime the nozzle G1 X2.3 F5000 G92 E0 G1 Y10 E10 F1200 ; prime the nozzle G92 E0 スタートG-Codeは原点復帰後の予備印刷後 そのまま印刷開始位置に走るのが嫌で4mmほど浮かせるようにした まぁベッドの補正がキチンと出ていれば浮かせて移動させる必要はないと思うが 気分的なもの”G1 Z4.0 F300”を加えただけ ↓ M413 S0 ; disable Power Loss Recovery G90 ; use absolute coordinates M83 ; extruder relative mode M104 S120 ; set temporary nozzle temp to prevent oozing during homing and auto bed leveling M140 S[bed_temperature_initial_layer_single] ; set final bed temp G4 S10 ; allow partial nozzle warmup G28 ; home all axis ;G29 ; run abl mesh M420 S1 ; load mesh G1 Z10 F240 G1 X2 Y10 F3000 M104 S[nozzle_temperature_initial_layer] ; set final nozzle temp M190 S[bed_temperature_initial_layer_single] ; wait for bed temp to stabilize M109 S[nozzle_temperature_initial_layer] ; wait for nozzle temp to stabilize G1 Z0.28 F240 G92 E0 G1 Y140 E10 F1500 ; prime the nozzle G1 X2.3 F5000 G92 E0 G1 Y10 E10 F1200 ; prime the nozzle G1 Z4.0 F300 G92 E0
まだまだ手探り状態なので随時変更 もっと高速で綺麗に印刷したいものだ お気に入りの記事を「いいね!」で応援しよう
最終更新日
2024年09月27日 18時54分20秒
コメント(0) | コメントを書く |






